-
Address Minsk, Dolgobrodskaya str. 18
-
Phone +375 (17) 375-86-09
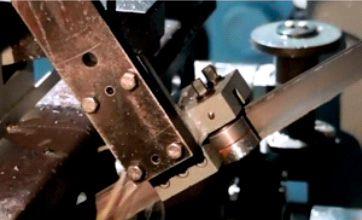
Drilling band-cutting machine for railway rails model MP6-1968


Description
The MP6-1968 model machine is designed for simultaneous cutting and drilling of bulk-hardened and non-heat-treated rails P50, P65 and P75 (additionally equipped with two interchangeable drilling heads (left and right) for processing the rail P50).
Cutting is performed at an angle of 90 ° to the axis of the rail being cut.
For cutting, a bimetallic band saw is used in the form of a closed tape with teeth made of high-speed steel on a cobalt basis.
Carbide drills are used for drilling holes.
Compared with machines like MP6-1515-003 and MP6-1750, in which saw blades are provided for cutting, the machine mod. MP6-1968 provides a number of advantages:
increased cutting performance by increasing the cutting speed and feed rate compared to cutting with a disc segment saw;
reducing the cost of preparing the cutting tool for work due to the higher resistance of the bimetallic saw belt in comparison with the disk segment saw;
reduction of electricity consumption by reducing the power of the main drive, as the width of the cut is reduced several times;
saving metal by reducing its waste into chips.
Technical specifications:
Processed rail
Р50; Р65; Р75 mm
Tool Dimensions
band saw drill bit D36 mm
Speed
40...120 m/min
Main drive power
Total 40 kW
Weight
6500 kg
Length
3460 mm
Width
2250 mm
Height
1900 mm
Machine options:
Rail cutting with a band saw

Drilling holes using coolant

Vertical rail clamp during processing